基于m值超塑性成形
一.技术简介:
钛合金、高温合金是航空制造业中重要的金属材料。随着构件的复杂程度和精确程度的要求不断提高,其塑性成形工艺和技术的难度也不断提高。利用超塑性成形技术生产复杂零件是解决该问题的有效途径。由于材料超塑性表现出优良的成形性能,只需要较小的变形载荷和能量,使得该工艺可以用于复杂零件的整体成形,尤其适合高性能、高附加值的产品。
在传统的超塑成形工艺中,需要进行严格的预处理,例如渗氢、大变形及热处理等,通过这些方法获得细小、等轴的晶粒组织。在该项目中,我们采用创新的最大m值超塑成形技术及形变诱发超塑性技术来实现合金的超塑性成形。与传统的超塑成形工艺相比,该技术对原材料晶粒度要求不高,不需要苛刻的预处理工序,因此更适合大型复杂构件实现整体超塑成形。
本项目适用于超塑性精确锻造工艺开发,在较小吨位压力机上完成大型复杂构件的精确成形。
典型科研成果:典型钛合金、高温合金最大m值成形技术、形变诱发超塑性技术的实现;最大m值超塑性拉伸试验控制软件及设备。
² 2006年9月,采用最大m值成形技术,在900℃,TC11钛合金获得了2300%的最大延伸率(如图1)。
² 2008年5月,采用形变诱发超塑性技术及最大m值超塑成形技术, 在850℃,TC4钛合金获得了2144%最大延伸率(如图1)。
² 2009年4月,采用最大m值成形技术, 在900℃,TC6钛合金获得了2369%的最大延伸率(如图2)。
² 2008年12月,采用形变诱发超塑性技术及最大m值超塑成形技术,在950℃,GH4169高温合金获得了566%最大延伸率(如图3)。
² 在专门订制的SSAN-CMT 4104型电子拉伸试验机(如图4)上研究开发了专用的计算机控制程序,实现了以恒速、恒应变速率和最大m值法进行拉伸试验。
二.主要技术指标:
以上超塑性拉伸试验,所研究合金的延伸率均达到了目前世界最高值。
TC11:900℃,d=2300%
TC4:850℃,d=2144%
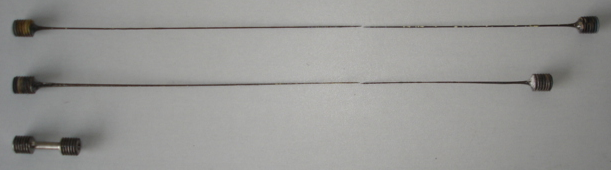
图1 TC11、TC4钛合金拉伸试样
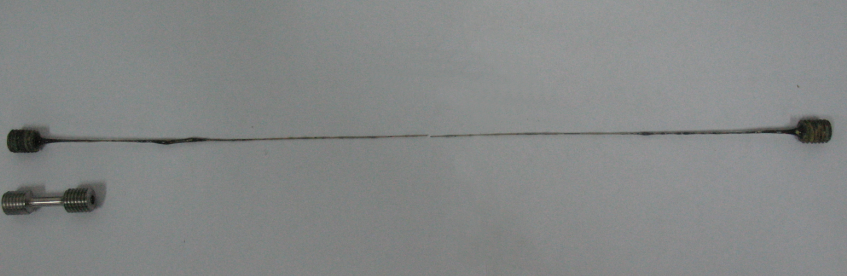
TC6:900℃,d=2369%
图2 TC6钛合金拉伸试样
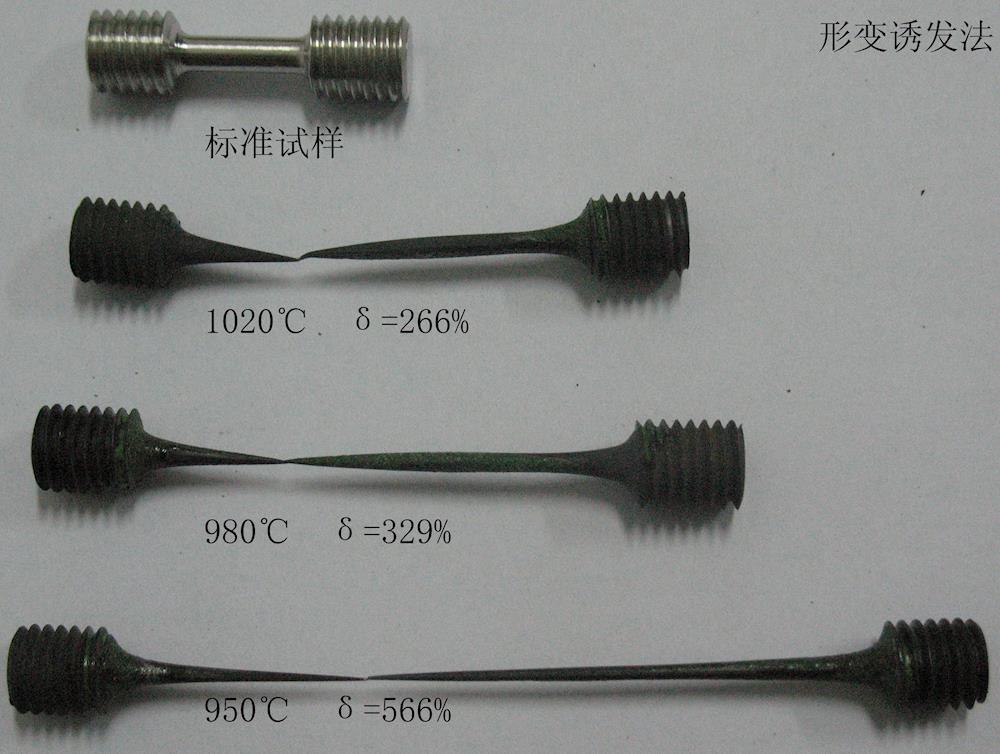
图3 GH4169高温合金拉伸试样

图4 SSAN-CMT 4104型电子拉伸试验机
三.联系方式:
联系人:王高潮
通讯地址:南昌航空大学材料学院
邮编:330063
E-Mail:wgchao@vip.sina.com
办公电话:3863028,3863027
手机:139******6987