无氰电镀镉及镉-钛合金技术
一、成果简介
无氰电镀镉工艺槽液稳定,长期放置,镀液澄清,连续电镀1个月,槽液各成分稳定;镀层结晶细致,镀层呈亮白色或呈黄白色,用硝酸出光后为银白色,经过钝化,色泽和氰化物镀镉完全一致;经200~230℃恒温2小时,镀层均无鼓泡现象出现;镀层的沉积速度为25μm/h,电流效率65%;12μm镀层经彩钝后360h不出现红锈。
无氰电镀镉-钛合金镀层可作为高强度钢的防护层,但在实际生产中仍存在镀层中钛含量难以控制,镀液不够稳定易水解等技术难题,本实验室重点研究了无氰镉-钛合金镀液的配制方法,镀液分析方法,工艺控制方法,形成了一套稳定的可控的无氰电镀镉-钛合金工艺技术,其主要特点:(1)配制方法成熟,产品质量稳定可靠。(2)镀液稳定性高,不易水解,可长时间使用。(3)镀液分析方法简单、精确、易操作。(4)镀层表面呈稻黄色,钛含量达0.2-0.7%,结晶细致均匀。(5)镀层具有较低的氢脆性,良好的耐蚀性、结合力等。
二、主要技术指标
无氰镀镉主要技术指标如下表。
内容 | 技术指标 |
外观 | 稻黄色、光滑、细致、均匀 |
结合力 | 良好 |
耐蚀性 | 12μm镀层经彩钝,360h盐雾试验未出现红锈 |
高温试验 | 经200-230℃恒温4小时,镀层均无鼓泡现象出现 |
无氰镀镉-钛合金主要技术指标如下表。
内容 | 技术指标 |
镀液 | 稳定、可长期使用 |
镀层外观 | 稻黄色、光滑、细致、均匀 |
镀层钛含量(%) | 0.2-0.7 |
结合力 | 良好 |
耐蚀性 | 12μm镀层经彩钝,360h盐雾试验未出现红锈 |
氢脆 | 200h拉棒试验未断裂 |
三、应用情况概述
该工艺已经在某公司进行生产,主要流程为镀前验收→除油→热水洗→水洗→活化→水洗→镀镉/镉-钛→水洗→出光→水洗→钝化→水洗→吹干,经过此流程后可得到结晶细致均匀,具有良好耐蚀性的镀层。
该工艺下,12μm镀层经彩钝后360h不出现红锈,实验结果如图1所示。
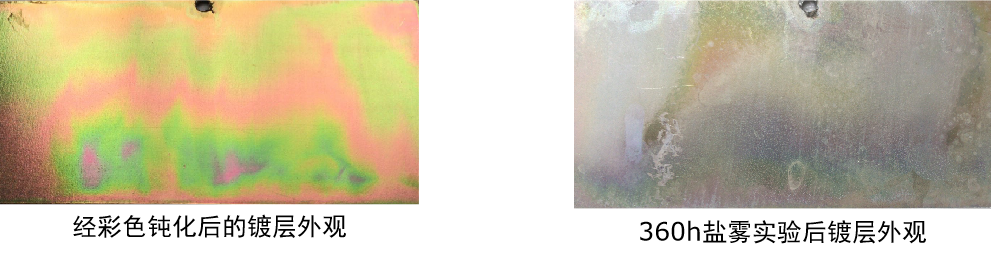
图1 盐雾试验结果
无氰镉钛合金电镀工艺,镀液稳定,在某公司经过长期生产,均未出现浑浊现象。该技术深镀能力、均镀能力良好,零件上无漏镀情况,镀层厚度均匀。零件图如图2所示。

图2 零件镀层外观
四、依托科研项目及技术成果支撑情况
1、依托科研项目情况
序号 | 项目名称 | 项目负责人 | 项目类别
| 立项时间 | 经费总额 (万元) | 项目委托单位 |
1 | MY项目300M超高强度钢低氢脆镀镉-钛工艺应用研究 | 王春霞 | 横向 | 2016年 | 69.8 | 洪都航空工业集团 |
2 | 无氰镀镉/镉钛工艺研究与应用 | 王春霞 | 横向 | 2018年 | 32 | 中国航发长春控制科技有限公司 |
五、联系方式
联系人:王春霞
地址及邮编:江西省南昌市南昌航空大学 330063
Email:wcx95@163.com
联系电话:135******2518